یکی از روش های تولید محصولات فولادی عملیات نورد سرد می باشد. این فرایند در دمای اتاق و بسیار پایین تر از دمای نورد گرم صورت می گیرد؛ بنابراین به آن عملیات نورد سرد می گویند. در واقع اینگونه می توان گفت، نورد سرد تکنیکی است که در آن فولاد (معمولا ورق فولادی) از بین دو غلتک عبور داده می شود تا فلز نازک گردد. نورد سرد می تواند سختی و استحکام فلز را تا ۲۰ درصد افزایش دهد. این تکنیک همچنین کیفیت ظاهری محصول را بهبود می بخشد و تحمل بالاتری در آن ایجاد می کند. فرآیند نورد سرد به طور گسترده به منظور پرداخت سطح و دقت ابعادی با کیفیت بالا استفاده می شود و می تواند به جلوگیری از خوردگی نیز کمک کند.
نورد چیست؟
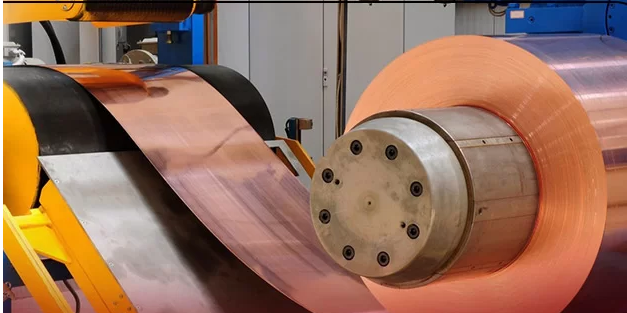
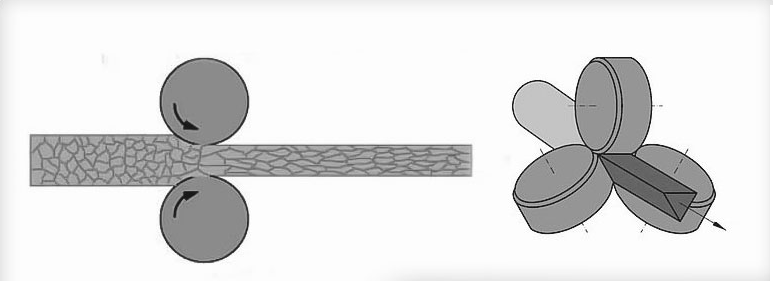
نورد که به آن رولینگ نیز گفته می شود به معنی فرآیند شکل دهی فلزات و کاهش ضخامت آنها می باشد. با استفاده از عملیات نوردکاری، شمش فلزی از بین یک یا چند غلتک عبور داده می شود و با کاهش ضخامت آن و دیگر عملیات، مقاطع مختلف فلزی تولید می گردد. وجود نیروی اصطکاک بین غلتک دستگاه نورد و سطح فلز باعث کاهش ضخامت فلز و افزایش طول آن می شود.
نورد معمولا اولین فرآیند تبدیل فلز به مواد اولیه ضخیم مانند بلوم و تختال است. البته می توان این مواد اولیه را از روش ریخته گری مدام نیز تولید کرد. اما در نهایت برای تولید مقاطع نهایی مانند ورق، تیرآهن، میلگرد و … باید از نوردکاری استفاده کرد.
پیدایش و استفاده از فرآیند نورد به قرن هفدهم میلادی و نورد فلز سرب و قلع باز می گردد. از آن زمان تا کنون دستگاه های نورد پیشرفت کرده و از غلتک های چدنی به قفسه های چهار غلتکه تبدیل کشت که با نیروی ماشین بخار کار می کردند و در نهایت دستگاه های نوردکاری مدرن امروزی به وجود آمدند.
نورد سرد چیست؟ فرآیند نورد سرد
بر خلاف نورد گرم، فرآیند نورد سرد در دمای محیط انجام می شود. در این روش فلز از غلتک های نورد سرد در دمایی کمتر از دمای تبلور مجدد (معمولاً در دمای اتاق) عبور می کند تا فلز فشرده شده و نازک تر گردد. این فرآیند باعث سخت تر شدن فلز از نظر شکل پذیری می شود و قدرت تسلیم و سختی آن را بالا می برد
با نورد سرد فولاد، استحکام و سختی محصول به طور قابل توجهی افزایش می یابد، که به نوبه خود مقاومت در برابر خوردگی فلز را نیز از جهات مختلف بهبود می بخشد. این امر با افزودن تنش و انرژی بیشتر به محصول ایجاد می شود
دستگاه های نورد سرد معمولا دارای ضخامت سنج هایی هستند که فولاد سرد نورد شده را هنگام خروج از غلتک ها بررسی می کنند. ماشین های چند پایه، دارای سه تا شش جفت غلتک در یک سری هستند تا ضخامت را برای رسیدن به محصول نهایی کاهش دهند
معمولا رفت و برگشت باعث کاهش ضخامت بین ۵۰تا ۹۰ درصد می شود. به دلیل نیروهای فشاری و اصطکاک بالا، دمای هر دور، پتانسیل رسیدن به ۲۵۰درجه سانتیگراد را دارد. بنابراین باید از یک عامل خنک کننده برای سرد و روان نگه داشتن غلتک ها و فلزات استفاده شود. معمولاً خنکسازی اجباری برای حفظ دمای فلز زیر دمای تبلور مجدد اعمال میشود که در نتیجه خواص فیزیکی و سطحی افزایش مییابد. معمولا برای این منظور از روغن یا آب استفاده می شود.
ضخامت فلز حاصل شده، معمولا بین ۰.۱۲تا ۲.۵ میلی متر است. به دلیل نازک بودن فولاد نورد سرد، از آن برای کاربردهایی مانند قوطی نوشیدنی یا پانل وسایل نقلیه سبک وزن، هواپیماهای سبک و غیره استفاده می شود. کارخانه های نورد سرد مدرن و کارآمد می توانند ورق ها را با سرعت حداکثر ۴متر بر ثانیه بغلتانند و قادر به تولید سالانه تا ۲.۵میلیون تن فولاد نورد سرد می باشند.

مهم ترین و پراستفاده ترین محصولات نورد سرد، ورق سرد است. نورد سرد ورق های فولادی بخش ویژه ای در صنعت ساخت مقاطع فولادی است. هدف از این فرآیند ایجاد ورق های نازک تر با دقت ابعادی بالا و کیفیت سطح عالی برای کاربردهای مختلف است. لازم به ذکر است که ورق های روغنی نیز نوعی از مقاطع تولیدی فرآیند نورد سرد می باشند. در مقاله زیر می توانید به طور کامل با انواع ورق سرد آشنایی بیشتری پیدا کنید.
مهم ترین و پراستفاده ترین محصولات فرآیند نورد سرد، ورق سرد است. نورد سرد ورق های فولادی بخش ویژه ای را در صنعت ساخت مقاطع فولادی به خود اختصاص داده است. هدف از این فرآیند، ایجاد ورق های نازک تر با دقت ابعادی بالا و کیفیت سطح عالی برای کاربردهای مختلف است. لازم به ذکر است که ورق های روغنی نیز نوعی از مقاطع تولیدی فرآیند نورد سرد می باشند.
ماشین های نورد سرد
نورد سرد با استفاده از ماشین ها و تجهیزات پیشرفته امکان پذیر است. از دستگاه های مدرن و مطابق با تکنولوژی روز برای انجام فرایندهای متفاوتی استفاده می شود. بعضی از دستگاه ها فقط برای تولید یک مقطع فولادی کاربرد دارند؛ به بیان دیگر می توان گفت آن ها تک منظوره هستند. بیشتر ماشین ها برای تولید مقاطعی با ضخامت و اندازه های خاص ساخته می شوند.
هرچه دستگاه نورد سرد بزرگ تر باشد، مقاطع بزرگ تری تولید می شوند. نصب ماشین ها آسان و کار با آن ها نیز ساده است؛ بنابراین نیاز به تعمیر و نگهداری کمی دارند. دستگاه های نورد سرد می توانند سرعت چرخش، میزان درز و حتی جهت رفت و برگشت غلتک ها را کنترل و تنظیم کنند.
جهت حفظ پیوستگی تولید و کیفیت مقطع نهایی از تجهیزات ۵ گانه زیر برای شکل دهی استفاده می شود :
- سیستم های اندازه گیری نگه دارنده ها و سیستم های کنترل برش
- تجهیزات کمکی کفشک ها و راهنماها
- تجهیزات نقل و انتقال مواد مانند: کویل بازکن، انبار کویل و آکومولاتور
- تجهیزات قبل از شکل دهی مانند: صاف کننده ها، دستگاه های اتصال و سوراخکاری
- تجهیزات بعد از شکل دهی مانند: سیستم برش پروفیل
مراحل تولید ورق سرد:
عبور از خطوط اسیدشویی به منظور زدودن پوسته های اکسیدی
تولید محصول اسیدشویی به منظور مصرف در خطوط پایین دستی (تاندم میل یا نورد دو قفسه ای) و یا فروش ورق اسیدشویی انجام می شود. در این مرحله پوسته های اکسیدی از سزح ورق حذف می شود، زیرا محصول تولید شده در خط نورد گرم به دلیل دمای بالای فرایند دارای پوسته ای اکسیدی سطحی است که در کاردبردهای حساس این پوسته ها باید حذف گردد. روش حذف این اکسیدها استفاده از اسید کلریدریک به عنوان حلال می باشد.
عبور از تاندوم مداوم و نورد دو قفسه ای در راستای کاهش ضخامت ورق
ضخامت کم یا دقت تلرانس های ابعادی و شکلی برخی ورق های مورد نیاز مشتری و یا فرآیندهای بعدی تولید ایجاب می نماید که ورق های اسیدشویی شده یک بار دیگر از طریق فرآیند نورد سرد (تاندم پنج قفسه ای یا نورد دو قفسه ای) کاهش ضخامت یابد
این کاهش صخامت می تواند به صورت رفت و برگشتی و یا به صورت پیش رونده و در چند سری انجام شود. در این مرحله اصطکاک بالا بین غلتک ها، استفاده از روانساز را الزامی می کند. روانساز به صورت امولسیون آب و روغن به سطح نوردکاری پاشیده می شود. انتخاب یک روغن آلی با ترکیب مناسب یکی از چالش های نورد سرد است.

عبور از مرحله آنیلینگ یا بازپخت، جهت بازیابی ساخار متالوژیکی ورق
محصول تولید شده در تاندم پنج قفسه ای سختی بالایی دارد که امکان مصرف مستقیم ندارد. لذا برای نرم کردن ورق های فولادی و کاهش ناهمگونی ساختار کریستالی و تنش های داخلی آن ها از فرآیند بازپخت استفاده می شود. در فرآیند بازپخت کلاف ها متناسب با گرید درخواستی در کوره های جعبه ای قرار گرفته و به مدت زمان لازم و در دمای مناسب حرارت می بینند. با عملیات آنیل، شکل پذیری و انعطاف پذیری ورق ها افزایش می یابد.

عبور از نورد پوسته ای (اسکین پاس) جهت موج گیری ورق و ایجاد سختی سطحی روی آن
پس از این مرحله و خنک کاری تا دمای محیط، کلاف ها وارد مرحله اسکینپاس می شوند تا با انجام نورد پوسته ای ضمن ایجاد صافی سطح بهتر، زبری مورد نیاز در سطح ورق ایجاد شده و پروفیل تنش-کرنش در ورق یکنواخت تر شود.

در نهایت عبور از خطوط نهایی و تولید ورق سرد به دو شکل کلاف (رول) و ورق (شیت)
کلاف های خروجی از واحد اسکینپاس برای انجام عملیات تکمیلی و عرضه به بازار به خطوط اصلاح و یا برش وارد می شوند. در خطوط اصلاح ضمن بازرسی سطح ورق امکان کناره بری و حذف موج های ورق وجود دارد. در خطوط برش متناسب با درخواست مشتری کلاف ها بازرسی شده و عملیات کناره بری و برش عرضی ورق ها انجام می شود.

مزایای نورد سرد
- محصولات با ابعاد دقیقی تولید می شوند
- محصول تولیدی با این روش مقاومت و انعطاف پذیری بالایی دارد
- ورق سرد توانایی شکل دهی بالایی پیدا می کند
- محصول نهایی تولید شده با این روش، استحکام بالاتری دارد
- سختی محصولات تولید شده با این روش تا ۲۰% بهبود می یابد
- فولاد نورد سرد تلرانس ابعادی کمتری نسبت به فولاد نورد گرم دارد
- ورق های نورد سرد سطح صاف و صیقلی نیست به ورق های نورد گرم دارند
- فولاد نورد سرد در پروژه هایی که زیبایی ظاهری اهمیت دارد کاربرد بیشتری دارد

کاربرد محصولات نورد سرد
مقاطع تولیدی در نورد سرد و به ویژه ورق سرد کاربردهای فراوانی در تولید محصولات مختلف دارند. از جمله این محصولات می توان به مبلمان فلزی، میز، کابینت، صندلی، لوله اگزوز موتور سیکلت، سخت افزار کامپیوتر، لوازم خانگی، قفسه، وسایل روشنایی، لولا، لوله، درام فولادی، ماشین چمن زنی، آبگرمکن، ظروف فلزی، تیغه های فن، ماهیتابه، کیت های نصب دیواری و سقفی، و انواع محصولات مرتبط با ساخت و ساز اشاره کرد.
هر مقطع فولادی با سطح مقطع ثابت را می توان با روش غلتکی سرد تولید و در بازار عرضه کرد. این محصولات معمولا نازک تر از همان محصولاتی هستند که در فرآیند نورد گرم تولید می شوند و استحکام بیشتری نیز دارند. مقاطعی که می توان توسط فرآیند نورد سرد تولید کرد شامل موارد زیر می شود.
- مقاطع باز مانند تیرآهن، سپری، ناودانی و غیره
- مقاطع عریض مانند انواع ورق
- مقاطع بسته مانند انواع قوطی و لوله ها مانند لوله های استیل
تولید محصول به وسیله نورد سرد با محدودیت هایی هم روبرو است؛ از جمله این محدودیت ها، می توان به شکل پذیری ماده و تعداد ایستگاه های ماشین اشاره نمود. منظور از تعداد ایستگاه های ماشین به عنوان یک محدودیت، یعنی که ممکن است برای شکل دهی یک مقطع لازم باشد چندین مرتبه محصول را از ایستگاه های ماشین عبور دهند. در حالی که بعضی مواقع بهتر است از این روش برای تولید این مقطع استفاده نشود.