
به طور کلی برای اجرای اسکلت بتنی نیاز به حجم زیادی از بتن در مقاطع داریم. این در حالی است که در اسکلت فلزی با مقاطع کوچکتر و حجم بتن ریزی کمتر به همان مقاومت میرسیم.
پس با مقایسه وزن سازه فلزی و بتنی متوجه میشویم که وزن اسکلت فلزی کمتر است.
در صورتی که سرمایه اولیه زیاد و به مقدار کافی موجود باشد، اسکلت فلزی به دلیل سرعت بالای اجرا و مقاومت زیاد، انتخاب مناسبی است. اما برای پاسخ به این سوال که اسکلت فلزی بهتر هست یا بتنی نمیتوان به همین چند پارامتر اکتفا کرد.
در ادامه همراه ما باشید تا با مراحل ساخت ساختمان اسکلت فلزی بیشتر آشنا شوید.
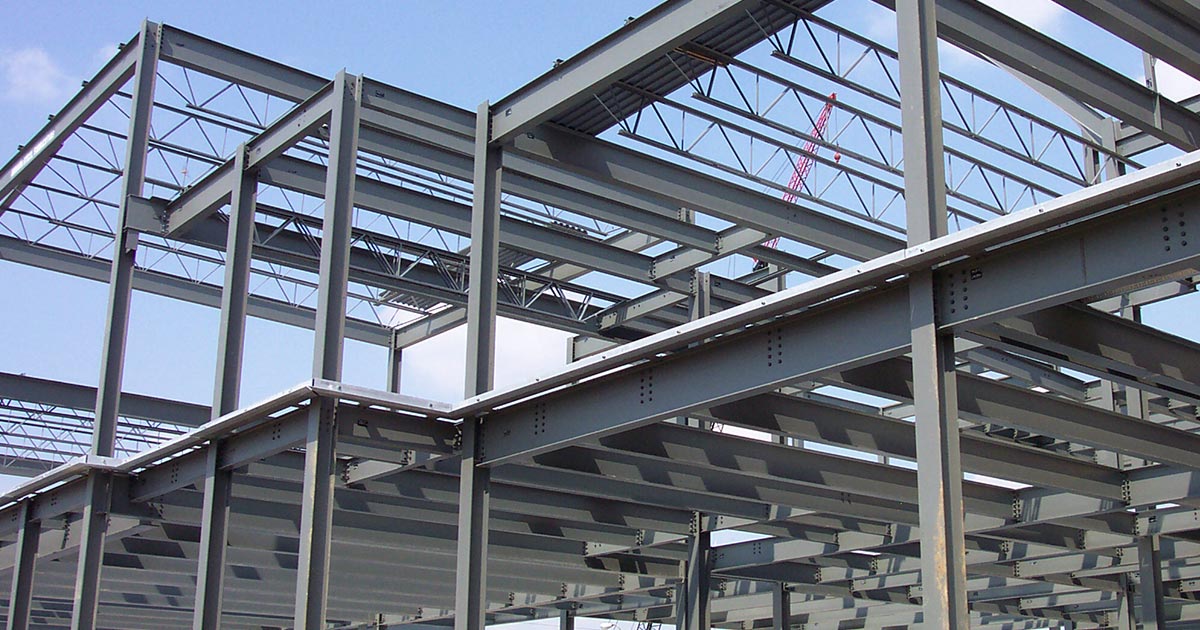
مراحل ساخت ساختمان اسکلت فلزی
قبل از آن که به شرح مراحل اجرای اسکلت فلزی بپردازیم باید به این نکته توجه کنید که نقشهها همانند اجرای اسکلت بتنی به طور کامل بررسی و کنترل شده تا عدم تطابق بین نقشههای سازه، معماری و تاسیسات به وجود نیاید.
اما برویم سراغ مراحل ساخت ساختمان اسکلت فلزی:
1) ساخت مقاطع فولادی
ساخت اسکلت فلزی برای پروژههای کوچک در محل پروژه و برای ساختمانهای بیش از 6 تا 7 طبقه در کارخانه انجام میشود. در ادامه با هر یک از مراحل ساخت اسکلت فلزی چه در کارخانه و چه در محل اجرای پروژه بیشتر آشنا میشویم.
• ساخت اسکلت فلزی در کارخانه
برای ساخت اسکلت فلزی در کارخانه، ابتدا ورقهها بر اساس نقشه برش خورده، سپس جهت انجام جوش شیاری پخ زنی میشوند که به این کار اصطلاحا تسمه سازی میگویند.
در مرحله بعد استیفنرها (سخت کنندهها) برش خورده و آماده برای مونتاژ میشوند.
سپس قطعات به وسیله خال جوش مونتاژ شده و در آخر به وسیله دستگاه جوش اتوماتیک زیر پودری و تحت حفاظت گاز co2 مونتاژ قطعات تکمیل میشود.
در انتها باید کنترلهای لازم انجام شده و تاییدیه گرفته شود تا قطعات به محل پروژه منتقل و اتصالات تکمیلی در محل پروژه انجام شود.
.jpg)
• ساخت اسکلت فلزی در محل پروژه
همان طور که گفتیم در پروژههای کوچک، ساخت اسکلت فلزی و اجرای اتصالات در محل پروژه انجام میشود.
پیش از شرح مراحل ساخت و نصب اسکلت فلزی بهتر است در مورد انواع اتصالاتی که در سازههای فلزی اجرا میشود، صحبت کنیم.

2) انواع اتصالات اسکلت فلزی
• پرچ
پرچها یکی از روشهای اتصال قدیمی هستند که در حال حاضر تقریبا منسوخ شدهاند و فقط در موارد خاص از آن استفاده میشود.
مصالح پرچها از فولادهای مخصوصی هستند و میتوانند توسط نورد سرد یا گرم تهیه شوند. پرچها با قطرهای ۱ تا ۴ سانتیمتر در کارخانههای سازنده تولید میشوند.
دو نوع پرچ با مشخصات استاندارد ASTM به نامهای A502-Grade1 از فولاد کربنی برای مصارف عام و A502-Grade2 از فولاد اعلا برای مصارف خاص توسط کارخانههای سازنده تولید میشوند.

• اتصالات پیچ و مهرهای
پیچهای موجود در بازار به دو صورت معمولی یا پرمقاومت جهت اجرای اتصالات در سازههای فولادی مورد استفاده قرار میگیرند.
اما سوالی که پیش میآید این است که معیارهای انتخاب اتصال پیچی چیست؟!
- در سازههای سبک که تحت بارهای استاتیکی قرار دارند یا در اعضای ثانویه سازه مانند لاپه در سقفهای شیروانی، بادبندها و مهارهای جانبی معمولا استفاده از پیچ های معمولی (با مقاومت کم) اقتصادیتر است.
- هنگامی که کارگر ماهر برای جوشکاری فراهم نباشد، استفاده از اتصالات پیچی برتری دارد.
- اگر قرار باشد سازه فولادی پس از مدتی برچیده شود، استفاده از اتصالات پیچی توصیه میشود.
- در سازههایی که تحت اثر بارهای متناوب قرار میگیرند و در اتصالات آنها پدیده خستگی ایجاد میشود، استفاده از پیچهای پرمقاومت با عملکرد اتصال اصطکاکی دارای کارایی بهتری نسبت به اتصالات جوشی یا اتصالات با پیچهای معمولی یا پرمقاومت با عملکرد اتصال اتکایی هستند.
از دیگر مزایای اتصالات پیچی میتوان به سرعت بالا در اجرا، عدم نیاز به مهارت خاص، بی صدا بودن، امکان باز کردن و استفاده مجدد آن اشاره کرد.

• اتصالات جوشی
متصل کردن اعضای سازه به کمک حرارت و ذوب شدن موضعی و یکپارچه کردن مصالح با یکدیگر را فن جوشکاری مینامند.
اتصالات جوشی به شرط اجرای مناسب و صحیح جوش، ظاهر بهتری نسبت به اتصالات پیچی دارند و دامنه کاربردشان نیز وسیعتر است.
امروزه با توجه به پیشرفت فن جوشکاری امکان اتصال اعضا از انواع فولادها توسط جوش به آسانی امکان پذیر است.
به دلیل امکان کنترل کیفیت جوشکاری، معمولا برای ساخت قطعات فلزی در کارخانه از فن جوشکاری استفاده میشود. در هر حال استفاده از وسایل جوشکاری در محل کارگاه (محل اجرای سازه) نیز بسیار متداول است.
برای اتصالات در تیرهای سراسری و نیز تیرها با اتصالات صلب خمشی، استفاده از جوش به عنوان یک وسیله اتصال، کاربرد فراوانی دارد.
برای مطالعه بیشتر در مورد انواع اتصالات جوشی و ریزه کاریهای آن حتما روی لینک آبی رنگ کلیک کرده و به مقاله آن سر بزنید.
3) نصب اسکلت
بعد از اجرای فونداسیون باید صفحه ستونها یا بیس پلیت در موقعیت مشخص شده نصب شوند. اجرای صفحه ستون به سه روش امکان پذیر است.
در روش اول صفحه ستون به ستون در کارخانه جوش داده شده و در محل پروژه به وسیله بولتهایی که از قبل در فونداسیون کار گذاشته شده است، به فونداسیون متصل میشود.
در روش دوم ابتدا شابلونهایی در محل صفحه ستونها قرار میگیرند. پس از بتن ریزی فونداسیون، شابلونها برداشته شده و صفحه ستونها به جای آنها جای گذاری شده و به وسیله بولت که از قبل اجرا شدهاند، به فونداسیون متصل میشوند.
در روش سوم بیس پلیتها پیش از بتن ریزی فونداسون در محل خود قرار گرفته و ستون به آن متصل میشود.

اگر از خود میپرسید که کدام روش متداولتر است باید بگوییم روش دوم به دلیل سهولت در اجرا، کاربرد بیشتری دارد.
بیس پلیتها نقش بسیار مهمی در انتقال بار ستونها به فونداسیون دارند. به همین دلیل در طراحی و اجرای آن باید دقت بسیاری شود.
برای مثال گاهی به دلیل الزامات طراحی، باید ضخامت صفحه ستون را افزایش داد که از نظر اقتصادی به صرفه نیست و اجرا و حمل آن مشکل میشود.

به همین دلیل جهت تقویت بیس پلیت از روشهای دیگر مثل گذاشتن نبشی یا ورقهای تقویتی استفاده میشود. انواع روشها جهت تقویت بیس پلیت وجود دارد.
در مرحله بعد ستونها ساخته و نصب میشوند. جهت ساخت ستونها ابتدا ورقها در اندازههای معین برش خورده و پخ زده میشود.
پخ زنی به این دلیل است که این ورقها به خوبی با جوش شیاری به یکدیگر متصل شوند.
برای این که ساخت قطعات تراز باشد و اعوجاج رخ ندهد، ورقها روی شاسی خال جوش زده میشوند. سپس دیاقها برای جلوگیری از تغییر زاویه نصب میشوند.
پس از تکمیل مونتاژکاری و جوشکاری طولی اعضا، ستونها آماده نصب میشوند.
در مرحله بعد تیرهای اصلی ساخته و نصب میشوند. ساخت و نصب آنها شباهت زیادی به ساخت و نصب ستونها دارد.
پس از برش و پخ زنی ورقها، جان و بالها بر روی هم مونتاژ میشوند. در مرحله بعد دیاقها نصب شده و جوش طولی به وسیله دستگاه زیر پودری یا CO2 انجام میگردد.
در انتها مراحل بازرسی و کنترل جوشها انجام شده و پس از تایید به مرحله رنگ فرستاده میشود.
پس از ارسال قطعات به محل پروژه، شاه تیرها متناسب با شماره هر قطعه به ترتیب از طبقات پایین تا بالا در جای خود نصب میگردند.

پس از نصب ستونها و تیرهای اصلی یک پارت، نوبت به شاقولکاری ستونها میرسد.
به عنوان یه نکته کارگاهی و مهم توصیه میشود که در سازههای بلند و ستونهای چند پارته، در ابتدا کل میزان ناشاقولی مجاز طبق آیین نامه محاسبه شده و سپس مقدار مجاز بر تعداد پارتها تقسیم شود.
عدد به دست آمده در هر پارت جهت کنترل ناشاقولی ستونها باید ملاک عمل قرار گیرد. با استفاده از این روش، در پایان کار میزان ناشاقولی احتمالی از مقادیر مجاز کمتر خواهد بود.

پس از شاقولکاری ستونها نوبت به اجرای تیرهای فرعی میرسد. تیرهای فرعی معمولا از مقاطع I شکل (آی شکل) تشکیل شده است.
سپس برشگیرها و همچنین دیاق انتهایی جهت نشستن تیرچه روی شاه تیر، روی تیرچهها نصب شده و پس از کنترل و بازرسی جوشها و رنگ آمیزی، در محل خود قرار داده میشوند.
همچنین معمولا هم زمان با برش تیرچهها، برش و ساخت شمشیریهای راه پله نیز انجام میشود.

جهت مقابله با نیروهای جانبی مانند باد و زلزله مهاربندها اجرا میشوند. مهاربندها انواع مختلفی دارند که عبارتند از مهاربند واگرا و مهاربند همگرا.
دقت داشته باشید که هر کدام از این قابها خود به دو نوع ویژه و معمولی تقسیم میشوند.
مهاربند واگرا ویژگیهای سختی و شکلپذیری را با هم دارد زیرا در اصل ترکیبی مناسب از قاب خمشی و قاب مهاربندی شده همگرا است.
به طور کلی جهت اجرای مهاربندها، گاست پلیتها در آکس ستون و تیرها قرار گرفته و با جوش گوشه به آنها متصل میشوند.
سپس اعضای مهاربندها که عمدتا از پروفیلهای دوبل نبشی و ناودانی هستند، در طولهای مناسب برش زده شده و با جوش در جای خود قرار داده میشوند.

در انتها پس از تکمیل مونتاژ مهاربندها و کنترل صحت نصب، جوشهای تکمیلی انجام میشود.
دقت داشته باشید در پایان نصب اعضای اسکلت فلزی، باید اتصالات به طور کامل بررسی و تاییدیههای لازم گرفته شود.
